自動車部品の溶接不良率を低減した、ハイスピードカメラによる"瞬間"の見える化
-
自動化
自動車部品メーカーC社様
受注は増えているが溶接工程の不良も増加 大きな打撃に
自動車のボディー部品・内装部品や排気系部品を製造するC社は、高い品質の大量生産部品で取引先より信頼を得ています。
数年の間受注が伸び、数ヶ月先まで生産予定が入っている、そのような頃でした。フレームやパイプの溶接工程はロボットにより自動化していましたが、スパッタが原因のピンホールにより不良品が出ていました。
スパッタは溶接中に飛散する溶融金属の粒です。気体の放電現象で金属を高温にするアーク溶接で、不安定な条件の場合に一瞬にして発生します。そのスパッタが原因で空隙(ピンホール)が生じ強度低下の不良を招きます。
C社では生産する製品のほとんどに溶接工程があり、生産量に比例して不良品も増えていました。生産ラインを止めるわけにもいかず、会社にとって大きな打撃となっていました。
電流・電圧データだけでは正確に状況がつかめず、手探りでの調整では改善せず
そこでC社では、スパッタが発生するタイミングを調査するため、検査用のロガーを設置し電流・電圧のデータを測定しましたが、具体的にどのような状況下でスパッタが発生してしまうのかを特定できませんでした。
トライアンドエラーを繰り返し何度もロボットの設定を変更してみましたが最適な条件を見つけることはできませんでした。非効率な作業を継続するだけで状況は改善せず、不良品の発生率も減らないままでした。
ロガーの波形でスパッタが発生するタイミングはなんとなくつかめましたが、電流・電圧とトーチ位置がどう関連しているかまではわかりませんでした。また、母材や導入ガスによっても条件が変わってくるため、正確なタイミングがわからなければ溶接工程全体の改善はできないことが判明しました。
溶融池の様子やスパッタの飛散状況など、スパッタ発生の様子が目視できれば良いのですが、スパッタは一瞬で発生し、かつ溶接光の輝度が高いため、肉眼では見ることができません。
 ハイスピードカメラ「プレクスロガー」
ハイスピードカメラ「プレクスロガー」
C社はインターネットで解決策を探索したところ、当社のハイスピードカメラ「プレクスロガー」に出会ったとのことでした。
ミリ秒未満のフレームレートの映像を波形データと同期して見える化 スパッタ発生条件の特定に成功
溶接工程でのスパッタの発生はミリ秒単位の現象で、電流・電圧の波形データと突き合わせて調査するために2,000~4,000fpsの高速フレームレートで撮影する必要がありました。それを上回るフレームレートで撮影できる「プレクスロガー」の仕様は十分でした。
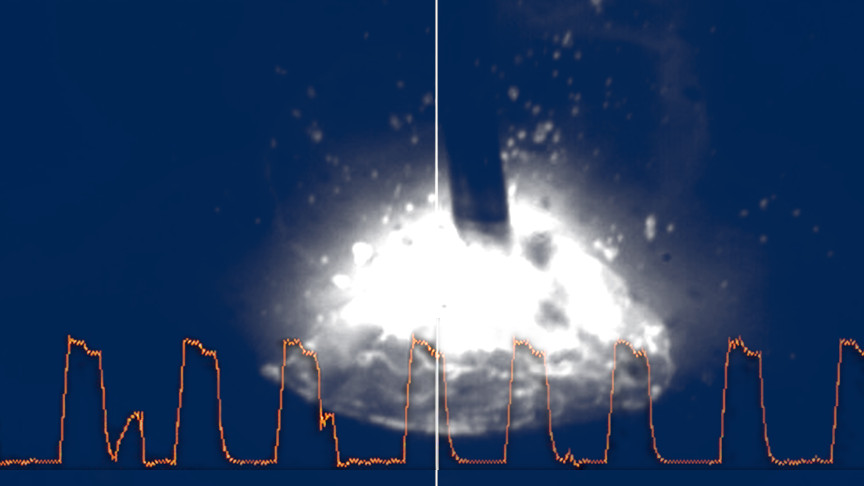
 アーク溶接の様子を「プレクスロガー」で記録・表示したものの例。アーク、トーチ位置、スパッタの様子が、波形データと共に目視で把握できる。
アーク溶接の様子を「プレクスロガー」で記録・表示したものの例。アーク、トーチ位置、スパッタの様子が、波形データと共に目視で把握できる。
フレームレート:2,000fps シャッタースピード:1/100,000 取得信号:溶接電流
また「プレクスロガー」は、1台で電流・電圧データをハイスピードカメラの映像と同期して記録、さらにロガー本体にあるモニターで再生することができます。スパッタの発生をハイスピードカメラで撮影しながら電流・電圧値を記録し、動画と波形データを同時に見ることで、スパッタが発生する条件を特定することができました。
今までは見ることができなかった溶接中のトーチ位置や、溶接光と溶融池などの状態を鮮明に見ることができるようになり、波形データとも比べながらどのような条件でスパッタが発生しているかわかるようになりました。
カン・コツによる手探りの調整から解放 様々な製品の溶接工程を見える化
製品毎に使っている母材やガスなども様々で最適な条件設定は異なりますが、映像と波形データが簡単に同期できることによって、どのような条件設定でスパッタが発生しているかが明確になりました。今までは手探りで時間のかかっていた調整が簡単にできるようになり、スパッタの発生しない最適な条件設定が可能になりました。
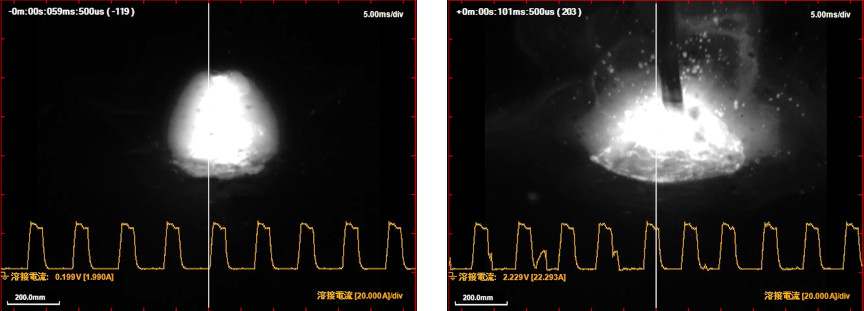
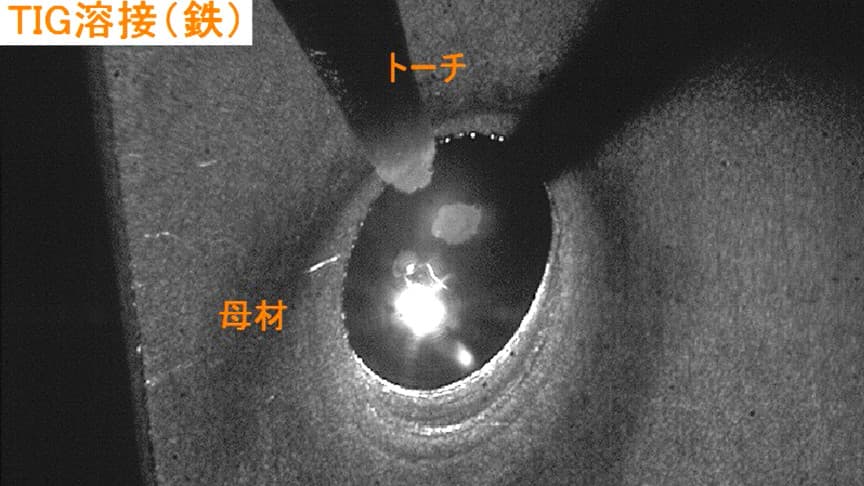 「プレクスロガー」によるTIG溶接の可視化の例
「プレクスロガー」によるTIG溶接の可視化の例
C社はロボット溶接工程の改善により、会社全体での不良品発生率を大幅に減らすことができました。今後、新製品を製造する際にも、最適な条件設定を行うことで生産効率が向上できそうです。
「プレクスロガー」はコンパクトで可搬性が良く、モニターも一体化されているため、様々な現場でご利用くださればと思います。
課題
- ロボット溶接工程でスパッタによるピンホールの不良が多発
- ロガーで電流・電圧を測定したが発生条件は正確に特定できなかった
- ほとんどの製品で溶接工程があり、受注が伸びる中で不良改善は喫緊の課題
対応
- 2,000fpsを超える高いフレームレートでスパッタ発生の瞬間を撮影
- 1台で映像と電流・電圧の波形データと同期して見える化 スパッタ発生条件を特定
- 製品ごとにスパッタ発生条件が異なるが、見える化により最適な設定や調整が簡単に
Exhibition information
-
2024年10月15日
-
2024年10月8日
-
2024年9月30日